

Proizvodnja HDPE cevi je proces koji na prvi pogled deluje jednostavno. Materijal se topi, oblikuje i hladi. Međutim, iza svakog metra cevi stoji pažljivo planiranje, kontrolisano okruženje i stručan nadzor.
U Akvapan inženjeringu proizvodnja se ne svodi samo na ekstruziju materijala, već predstavlja niz kontrolisanih faza u kojima se svaki detalj prati i dokumentuje.
Cilj je uvek isti. Dobiti cev koja će izdržati decenije upotrebe u vodovodnim i gasnim sistemima, kanalizaciji, zaštiti kablova ili poljoprivrednim instalacijama.
Tabela sadržaja
- Ulazna kontrola sirovine
- Ekstruzija HDPE materijala
- Formiranje i hlađenje cevi
- Sečenje i označavanje
- Laboratorijska kontrola
- Zaključak
- Najčešća pitanja
Ulazna kontrola sirovine
Sve počinje od sirovine. PE80 i PE100 granule biraju se na osnovu standarda i tehničkih zahteva projekta.
Pre ulaska u proces, materijal se proverava u laboratoriji. Ulazna kontrola vrši se u skladu sa planovima kontrolisanja koji su usklađeni sa relevantnim standardima.
Samo granule koje zadovoljavaju sve kriterijume mogu ući u sledeću fazu proizvodnje.

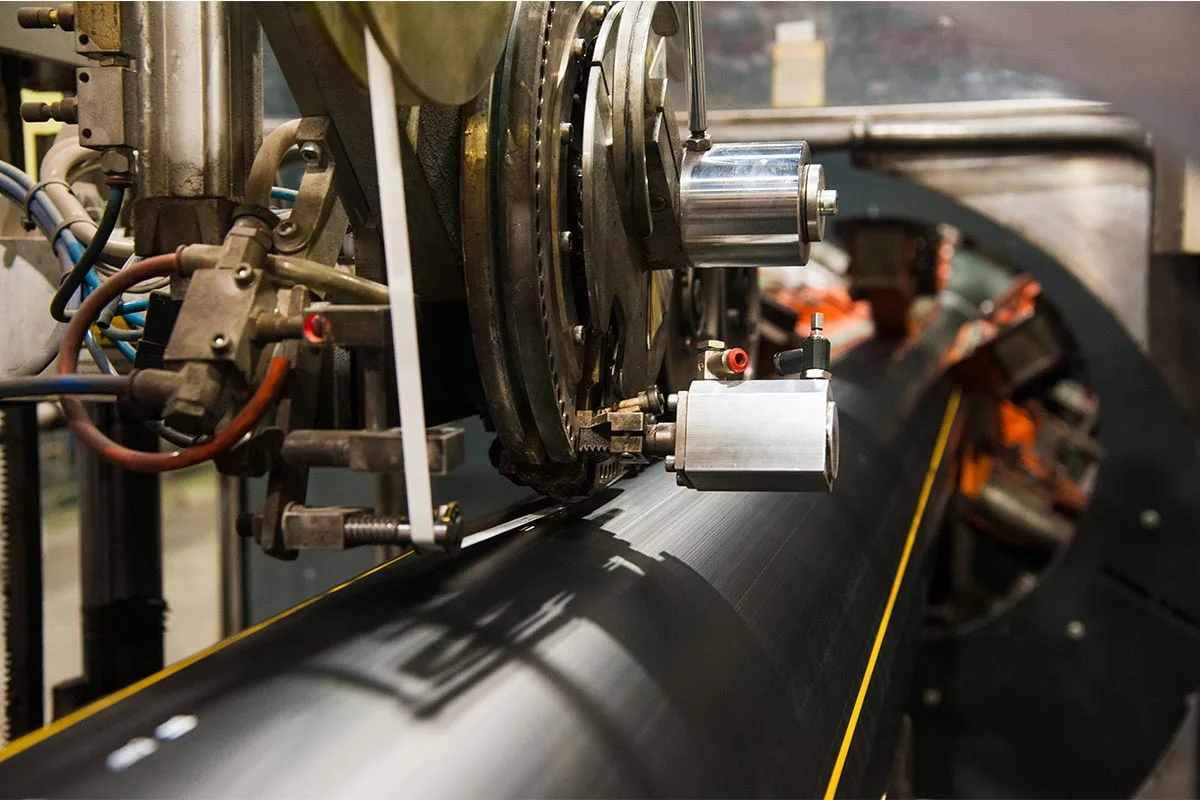
Ekstruzija HDPE materijala
Ekstruzija je centralni deo procesa proizvodnje.
Granule se zagrevaju i tope na precizno kontrolisanim temperaturama. Cilj je da se dobije homogena masa bez mehurića i nepravilnosti.
Materijal zatim prolazi kroz alat koji definiše prečnik i oblik cevi.
U ovoj fazi kontrolišu se ključni parametri:
- temperatura
- pritisak
- brzina ekstrudera
- protok materijala
Svako odstupanje utiče na kvalitet zida cevi, zbog čega operateri konstantno prate sve vrednosti.
Formiranje i hlađenje cevi
Nakon izlaska iz alata, cev ulazi u vakuum-kadu gde se formira konačan prečnik i stabilizuju dimenzije.
Hlađenje mora biti ravnomerno kako bi se izbegle deformacije i ovalnost.
U ovoj fazi definiše se dimenzionalna preciznost cevi, uključujući ravnost i uniformnost zida.
Nakon toga sledi dodatno hlađenje i kontrolisano povlačenje koje obezbeđuje ujednačen kvalitet duž cele cevi.
Sečenje i označavanje cevi
Završna faza proizvodnje uključuje sečenje, označavanje i pripremu za skladištenje.
Svaka cev dobija oznaku koja sadrži:
- standard proizvodnje
- prečnik i debljinu zida
- namenu cevi
- oznaku materijala
- datum proizvodnje
- serijski broj
- oznaku proizvođača
Ove informacije omogućavaju potpunu sledljivost proizvoda.
Laboratorijska kontrola kvaliteta
Nakon proizvodnje, cevi prolaze završnu kontrolu u akreditovanoj laboratoriji.
Ispituju se:
- geometrijska svojstva
- mehanička svojstva
- fizička svojstva
- hemijska svojstva
Na osnovu rezultata izdaju se izveštaji o ispitivanju koji potvrđuju kvalitet proizvoda.
Tabela faza proizvodnje HDPE cevi:
| Faza | Šta se radi | Zašto je važno |
|---|---|---|
| Ulazna kontrola | proverava se kvalitet granula | osnova kvaliteta proizvoda |
| Ekstruzija | topljenje i oblikovanje materijala | formiranje strukture cevi |
| Kalibracija | definisanje dimenzija | preciznost proizvoda |
| Hlađenje | stabilizacija materijala | sprečavanje deformacija |
| Sečenje i oznaka | identifikacija proizvoda | sledljivost i sigurnost |
| Laboratory | testiranje kvaliteta | potvrda standarda |
Zaključak
Proizvodnja HDPE cevi predstavlja precizan i kontrolisan proces u kojem svaka faza ima svoju ulogu.
Kvalitet konačnog proizvoda ne zavisi samo od materijala, već od kontrole svakog koraka proizvodnje.
U Akvapan inženjeringu proizvodnja nije rutina. To je inženjerski proces koji obezbeđuje sigurnost i dugotrajnost svakog sistema u kojem se cevi koriste.
Najčešća pitanja o proizvodnji HDPE cevi
HDPE cevi se proizvode procesom ekstruzije, gde se granule plastike tope, oblikuju kroz alat i zatim hlade kako bi dobile konačan oblik.
Najvažniji deo je kontrola procesa, posebno tokom ekstruzije i hlađenja, jer tada nastaje struktura cevi.
Laboratorijska kontrola potvrđuje da cev ispunjava sve standarde i da može dugoročno izdržati radne uslove.
PE100 ima veću čvrstoću i otpornost na pritisak u odnosu na PE80, zbog čega se češće koristi u zahtevnijim sistemima.